Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Anbieter von Schmelzklebelösungen
+86-573-85032008


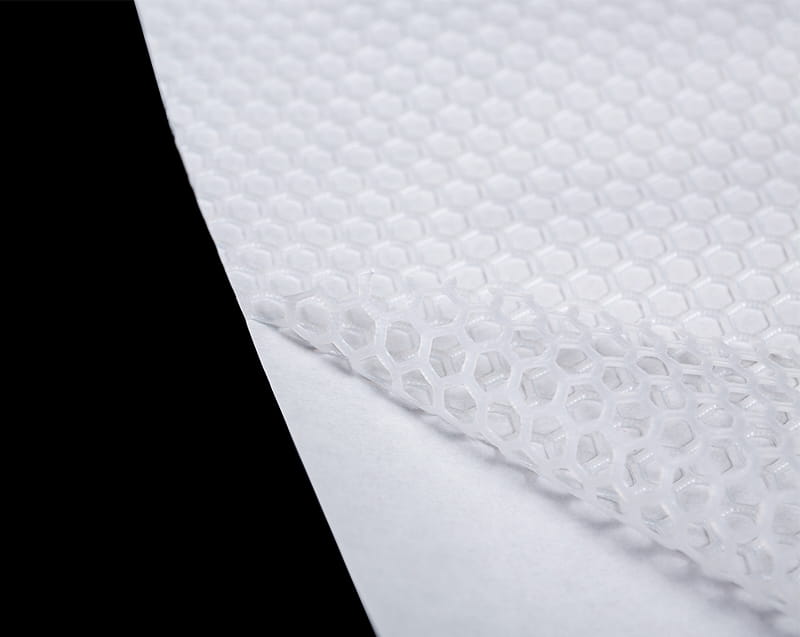
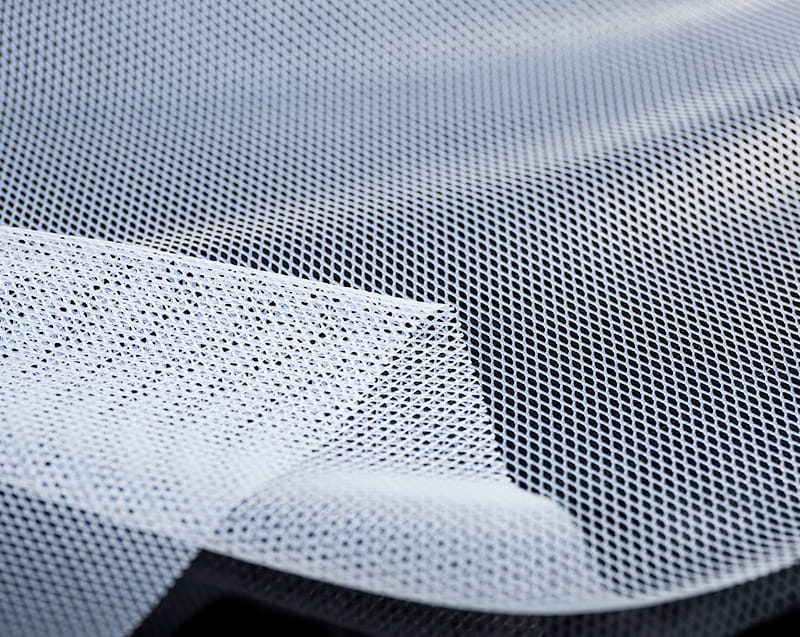
Ein Schmelzklebenetz ohne Papier – auch als papierloses Schmelzklebenetz, freistehende thermoplastische Klebebahn oder selbsttragendes Klebenetz bezeichnet – ist ein bahn- oder netzförmiges thermoplastisches Klebematerial, das ohne Trägerpapier oder Trennfolie hergestellt und geliefert wird. Im Gegensatz zu herkömmlichen Schmelzklebefolien, die zur Handhabung und zum Stanzen auf silikonbeschichtetes Trennpapier laminiert werden, ist ein papierloses Klebenetz eine selbsttragende, offenmaschige Struktur, die direkt gehandhabt, transportiert, geschnitten und positioniert werden kann, ohne dass ein Trägersubstrat zum Zusammenhalten erforderlich ist.
Die Netz- oder Maschenstruktur wird durch Extrudieren des thermoplastischen Klebstoffs – typischerweise Polyamid (PA), Polyurethan (TPU), Polyester (PES), Polyolefin oder Ethylenvinylacetat (EVA) – durch eine rotierende Düse oder ein Spinnvliesverfahren hergestellt, bei dem der geschmolzene Klebstoff in einem offenen Gittermuster aufgetragen wird. Wenn der Klebstoff abkühlt, verfestigt er sich zu einem formstabilen Netz mit einem definierten offenen Flächenverhältnis – typischerweise 40–80 % offener Fläche –, das es den darüber und darunter liegenden Stoffschichten ermöglicht, sich durch die Netzöffnungen direkt miteinander zu verbinden, anstatt sich nur an den Klebekontaktpunkten zu verbinden. Diese offene Struktur ist einer der wichtigsten Leistungsvorteile des Klebenetzes gegenüber der festen Klebefolie.
Der Verzicht auf eine Papierunterlage ist nicht nur eine kostensparende Maßnahme, sondern verändert grundlegend die Art und Weise, wie das Produkt verwendet wird. Ohne Trennpapier gibt es keinen zu entsorgenden Liner-Abfall, keinen Delaminationsschritt vor dem Verkleben, keine Kosten für die Liner-Entsorgung und kein Risiko, dass Papierfragmente die verklebte Baugruppe verunreinigen. Bei hochvolumigen Textil- und Vliesklebeanwendungen, bei denen das Klebenetz in einem kontinuierlichen Rolle-zu-Rolle-Laminierprozess aufgetragen wird, vereinfacht der Wegfall des Papierträgers das maschinelle Einfädeln, reduziert das Rollengewicht und senkt den Materialverbrauch pro Quadratmeter des gebundenen Produkts durch den vollständigen Wegfall der Papierschicht.
Der Vergleich zwischen papierlosem Schmelzklebenetz und herkömmlicher Klebefolie auf Papierbasis ist der wichtigste Unterschied, den Käufer verstehen müssen, bevor sie sich für eines der beiden Produkte entscheiden. Bei beiden handelt es sich um thermoplastische Klebematerialien, die durch Hitze und Druck aktiviert werden. Ihre physikalische Form, ihre Handhabungsanforderungen, ihr Klebemechanismus und ihre Endanwendungsleistungsmerkmale unterscheiden sich jedoch in einer Weise, die sie für unterschiedliche Anwendungen geeignet macht.
Herkömmliche Schmelzklebefolien sind eine feste, durchgehende Klebeschicht – jeder Punkt im Klebebereich ist mit Klebematerial bedeckt. Bei Aktivierung entsteht eine Verbindung über die gesamte Schnittstellenoberfläche. Diese vollflächige Verbindung kann für eine undurchlässige Laminierung wünschenswert sein – wasserdichte Membranverklebung, Folienlaminierung –, blockiert jedoch vollständig die Luft-, Feuchtigkeitsdampf- und Flüssigkeitsdurchlässigkeit durch die verklebte Baugruppe. Im Gegensatz dazu lässt ein Schmelzklebstoffnetz 40–80 % der Grenzflächenfläche offen, wodurch die Atmungsaktivität, die Wasserdampfdurchlässigkeit und die akustische Durchlässigkeit der Klebestruktur erhalten bleiben. Aus diesem Grund dominiert Netzklebstoff bei Hochleistungstextilanwendungen – Sportbekleidung, Outdoor-Bekleidung, medizinische Bekleidung und atmungsaktive Membranlaminate –, bei denen das gebundene Gewebe seine Atmungsaktivität und Feuchtigkeitsregulierungseigenschaften beibehalten muss.
Klebefolien auf Papierbasis erfordern vor oder während der Verklebung einen Delaminierungsschritt – das Abziehen der Trennfolie vom Klebstoff. Bei automatisierten Laminiermaschinen bedeutet dies, dass ein Trägermaterial-Aufwickelsystem in die Maschine integriert werden muss, was die mechanische Komplexität erhöht und Trägerabfallrollen erzeugt, die gesammelt und entsorgt werden müssen. Das papierlose Klebenetz wird wie eine Stoffschicht direkt in den Laminierspalt eingefädelt, ohne dass ein Liner entfernt werden muss. Dies vereinfacht das Maschinendesign, verkürzt die Rüstzeit und macht die Handhabung der Trägerfolie als Produktionsvariable überflüssig. Für die manuelle Anwendung – das Verkleben von Bündchen, Kragen und Säumen im Bekleidungsbau – kann das papierlose Netz ohne vorbereitenden Schritt geschnitten, positioniert und verklebt werden, wodurch es schneller in Produktionsabläufen eingesetzt werden kann, die nicht vollständig automatisiert sind.
Klebefolien auf Papierbasis umfassen sowohl die Klebeschicht als auch das Silikon-Trennpapier, das allein typischerweise 80–130 g/m² wiegt – oft mehr als die Klebebeschichtung, die es trägt. Der Käufer zahlt für beide Materialien, entsorgt das Papier jedoch nach der Verklebung. Mit dem papierlosen Klebenetz entfällt diese Materialverschwendung gänzlich: Jedes eingekaufte Gramm Material landet im fertigen Produkt oder als Kleber in der Klebefuge. Im Produktionsmaßstab führt diese Gewichtsreduzierung der gekauften Rolle zu längeren Rollenlängen pro Kilogramm Klebstoff, weniger Rollenwechseln pro Schicht und geringeren Frachtkosten pro Einheit Klebefähigkeit.
Das thermoplastische Polymer, das als Basisharz eines Schmelzklebstoffnetzes verwendet wird, bestimmt dessen Aktivierungstemperatur, Klebefestigkeit, Flexibilität nach dem Kleben, Waschbeständigkeit, chemische Kompatibilität und Leistungsmerkmale beim Endverbrauch. Die Wahl der richtigen Polymerchemie für die Anwendung ist ebenso wichtig wie die Wahl des richtigen Nettogewichts und des Verhältnisses der offenen Fläche – eine Bindung, die beim ersten Gebrauch wunderbar aktiviert wird und hält, nach fünf Waschzyklen jedoch versagt, ist ein Produktversagen, unabhängig davon, wie effizient das Netz aufgetragen wurde.
| Polymertyp | Aktivierungstemp. | Waschbeständigkeit | Flexibilität | Typische Anwendung |
|---|---|---|---|---|
| Polyamid (PA) | 120–160°C | Ausgezeichnet (60 Wäschen) | Mäßig | Arbeitskleidung, Funktionsbekleidung, Einlagestoffe |
| Polyurethan (TPU) | 100–140°C | Sehr gut (40–60 Wäschen) | Hoch | Sportbekleidung, Schuhe, Stretchstoffe, Medizin |
| Polyester (PES) | 130–170°C | Gut (30–50 Wäschen) | Mäßig–Low | Technische Textilien, Automobilinnenraum, Filtration |
| EVA | 80–120°C | Mäßig (15–30 washes) | Hoch | Kostengünstige Verklebung, Schaumkaschierung, Vliesstoffe |
| Polyolefin (PO) | 90–130°C | Mäßig (20–35 washes) | Hoch | Hygieneprodukte, Verpackungen, Einwegvliesstoffe |
Polyamidnetze sind die Arbeitspferde für Bekleidungs- und Funktionstextilienanwendungen, bei denen Haltbarkeit bei wiederholtem Waschen erforderlich ist. PA-Klebstoffe bilden starke intermolekulare Bindungen mit Polyamid- und Polyester-Textilfasern und erzeugen Verbindungen, die ihre Integrität über 50–100 Waschzyklen unter Standard-ISO- oder AATCC-Testbedingungen aufrechterhalten. Die mäßige Flexibilität des geklebten PA-Netzes eignet sich gut für strukturierte Bekleidungsanwendungen – Krageneinlage, Bundbindung, Taschenkantenbindung –, bei denen der verklebte Bereich einer Dehnung widerstehen und sich nicht mit dem Stoff ausdehnen sollte.
TPU-Netze sind zur vorherrschenden Wahl für elastische Bekleidungsklebungen und Schuhanwendungen geworden, da die Polyurethanbindung nach der Aktivierung flexibel und elastisch bleibt, sich dehnt und sich mit dem Substrat erholt, anstatt eine starre Klebezone zu bilden, die die Bewegung der Kleidung einschränkt oder beim Biegen zu Nahtrissen führt. Bei der Herstellung von Sportschuhen verbindet ein TPU-Klebenetz das Äußere mit dem Obermaterial über komplexe dreidimensionale Konturen, die eine wiederholte Biegung der Klebeschicht bei jedem Schritt über die gesamte Lebensdauer des Schuhs erfordern.
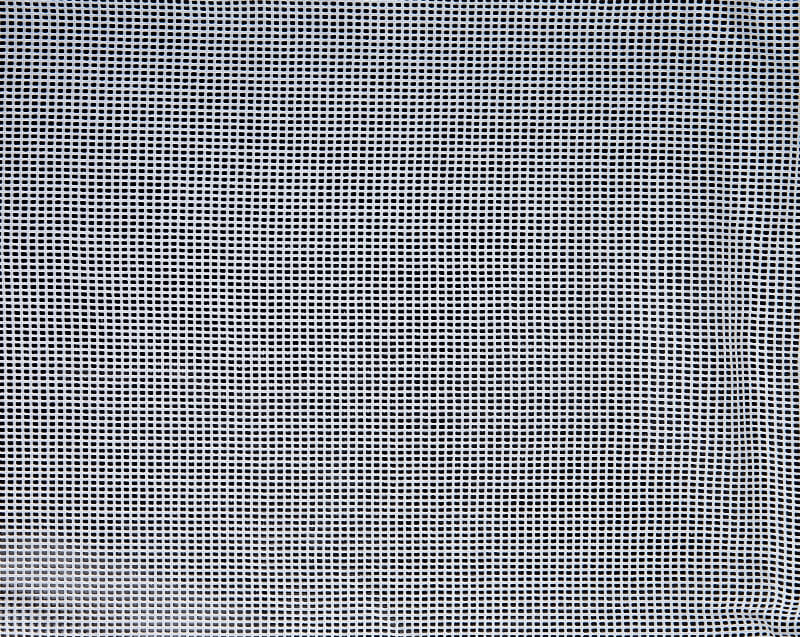
Schmelzklebstoffnetze werden durch zwei primäre Strukturparameter spezifiziert: Flächengewicht (in Gramm pro Quadratmeter, g/m²) und offenes Flächenverhältnis (Prozentsatz der Netzoberfläche, die aus offenen Maschen besteht, im Vergleich zu Klebefilamenten). Diese beiden Parameter bestimmen zusammen, wie viel Klebstoff pro Flächeneinheit der verklebten Baugruppe aufgetragen wird, was direkt die Bindungsstärke, die Beibehaltung der Atmungsaktivität, die dem verklebten Textil hinzugefügte Steifigkeit und die Kosten für den Klebstoffverbrauch pro Meter des fertigen Produkts steuert.
Die Flächengewichte für papierlose Klebenetze liegen typischerweise im Bereich von 5 g/m² bis 80 g/m² , das Anwendungen von der ultraleichten, atmungsaktiven Membranlaminierung im unteren Preissegment bis hin zur starken strukturellen Verklebung von technischen Textilien und Verbundwerkstoffen im oberen Preissegment abdeckt. Die meisten Bekleidungsanwendungen liegen im Bereich von 10–30 g/m², was eine ausreichende Haftfestigkeit für die Naht- und Saumverklebung bietet, ohne den leichten gewebten oder gestrickten Stoffen spürbare Steifheit zu verleihen. Technische Textil- und Automobilanwendungen können Netze mit 40–80 g/m² erfordern, bei denen eine hohe Schälfestigkeit oder Haltbarkeit der Verbindung unter mechanischer Belastung Vorrang vor der Minimierung von zusätzlichem Gewicht oder Steifigkeit hat.
Eine allgemeine Faustregel für die Stoffverklebung: Das Nettogewicht des Klebstoffs sollte 10–20 % des Flächengewichts des leichteren Stoffes betragen, um eine ausgewogene Verbindung zu erreichen, die das Handgefühl der zusammengesetzten Struktur nicht dominiert. Die Verbindung einer gewebten Außenhülle mit 100 g/m² mit einem gestrickten Futter mit 50 g/m² lässt auf ein Klebenetz im Bereich von 5 bis 10 g/m² schließen. Wenn man ein technisches Vlies mit 300 g/m² mit einem PVC-beschichteten Stoff mit 200 g/m² verbindet, sind 20–40 g/m² erforderlich. Eine deutliche Abweichung über diesen Bereich führt zu einer Verbundbaugruppe, die sich steif und brettartig anfühlt; Eine deutliche Abweichung davon führt zu einer Verbindung, die sich bei mäßiger Belastung löst, insbesondere an gekrümmten oder gebogenen Bereichen des Endprodukts.
Das Verhältnis der offenen Fläche wirkt sich auch auf die Stoffkonstruktion aus. Eng gewebte Stoffe mit kleinen Faserlücken profitieren von Netzen mit größerer offener Fläche (60–80 % offen), da die Klebstofffilamente zwischen den Stoffgarnen eindringen müssen, um eine mechanische Verzahnung zu erzeugen. Eine größere offene Fläche bedeutet größere Maschenöffnungen, die ein tieferes Eindringen des Klebstoffs in die Stoffstruktur ermöglichen. Lose Strickwaren und Vliesstoffe mit inhärent offenen Faserstrukturen erreichen eine ausreichende Durchdringung mit dichteren Netzen (40–60 % offene Fläche), da der Stoff selbst Wege für den Klebstofffluss während der Verklebung bietet.
Schmelzklebenetz ohne Papier hat sich als Verbindungsmaterial der Wahl in mehreren wichtigen Fertigungssektoren etabliert und nutzt jeweils eine spezifische Kombination der Produkteigenschaften – Atmungsaktivität, Flexibilität, Waschbeständigkeit, sauberer Prozess oder Produktionseffizienz –, um eine Verbindungsherausforderung zu lösen, die herkömmliche Klebstoffe oder mechanische Befestigungen nicht so effektiv bewältigen können.
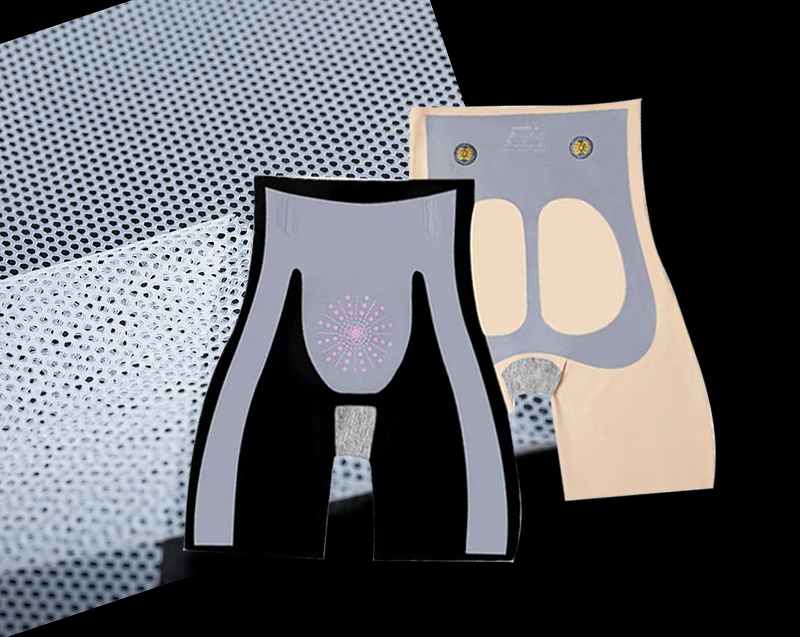
Nahtfreie und mit Klebenähten versehene Kleidungsstücke in der Leistungssportbekleidung verwenden TPU- und PA-Klebenetze, um Stoffbahnen ohne Nähen zu verbinden, wodurch die Rillen und Druckstellen vermieden werden, die bei intensiver Aktivität durch genähte Nähte auf der Haut entstehen. Lauftights, Radtrikots, Triathlonanzüge, Kompressionsbekleidung und Baselayer sind typische Produkte, bei denen das Kleben von Netzen das Nähen ersetzt oder ergänzt. Der offene Bereich des Netzes erhält die Atmungsaktivität und den Feuchtigkeitstransport des Stoffes aufrecht – ein fester Klebefilm würde bei derselben Anwendung eine undurchlässige Zone schaffen, die Wärme und Feuchtigkeit an jeder Naht einfängt, was den gesamten Zweck der Verwendung leistungsstarker technischer Stoffe zunichte macht.
Dreischichtige wasserdichte und atmungsaktive Laminatstoffe – die Konstruktion, die in leistungsstarken Outdoor-Shells, Regenjacken und Skibekleidung verwendet wird – verbinden eine atmungsaktive, wasserdichte Membran (typischerweise ePTFE oder mikroporöser Polyesterfilm) zwischen einem äußeren gewebten Oberstoff und einem inneren Strickrücken durch Punkt- oder Netzklebstoffbindung. Ein papierloses Klebenetz im Bereich von 8–20 g/m² mit einem hohen offenen Flächenanteil von 60–75 % ermöglicht die Aufrechterhaltung der Feuchtigkeitsdampfdurchlässigkeit (MVTR) der Membran im Laminataufbau. Aus diesem Grund können mit Netzkleber verklebte Dreischichtlaminate im fertigen Zustand MVTR-Werte von 15.000–30.000 g/m²/24h erreichen – Leistungen, die durch eine feste Klebefolienkaschierung völlig zunichte gemacht würden.

Medizinische Kompressionsverbände, orthopädische Stützen, Komponenten für Wundauflagen und Einweg-OP-Abdecktücher verwenden für die Komponentenverklebung ein Schmelzklebenetz ohne Papier, da das papierlose Format das Risiko einer Papierfaserkontamination im Medizinprodukt ausschließt und die offene Struktur des Netzes die für Hautkontakt-medizinische Geräte erforderliche Atmungsaktivität und Flüssigkeitsmanagementeigenschaften aufrechterhält. PA- und TPU-Netze, die in medizinischen Anwendungen verwendet werden, müssen die Biokompatibilitätsanforderungen erfüllen – typischerweise Tests der ISO 10993-Reihe – und gemäß der REACH-Verordnung nachweislich frei von Allergenen, Weichmachern und besonders besorgniserregenden Stoffen (SVHCs) sein.
Türverkleidungsstoffe, Dachhimmellaminate, Sitzbezugsbaugruppen und Kofferraumauskleidungsmaterialien im Automobilinnenraum verwenden PES- und PA-Schmelzklebstoffnetze, um dekorative Stoffschichten mit Schaumstoffträgern, Vliessubstraten oder Strukturträgerplatten zu verbinden. Die Automobilumgebung erfordert eine Haltbarkeit der Verbindung über einen weiten Temperaturbereich – von -40 °C Kaltstartbedingungen bis zu 90 °C Warmhaltetemperaturen im Armaturenbrett – kombiniert mit Beständigkeit gegenüber den für Fahrzeuginnenräume typischen Weichmachern, Reinigungslösungsmitteln und UV-Strahlung. PES-Netze mit hohen Aktivierungstemperaturen und einer breiten Temperaturstabilität nach dem Kleben eignen sich gut für diese anspruchsvolle Umgebung, und ihre Kompatibilität mit der kontinuierlichen Laminierverarbeitung ermöglicht die Hochgeschwindigkeitsproduktion von Textillaminaten für die Automobilindustrie auf Kalander-Laminierlinien.
Für Sportschuhoberteile, Zehenkappen, Fersenversteifungen und Futterbefestigungen wird in großem Umfang ein TPU-Klebenetz verwendet, da die flexible, dauerhafte Verbindung, die es erzeugt, auch bei den Biege- und Torsionsbelastungen, die während sportlicher Aktivitäten auf die Schuhstruktur ausgeübt werden, intakt bleibt. Das Netzformat ermöglicht die konsistente Verbindung komplexer dreidimensionaler Formen bei der automatisierten Großserienmontage, und das Fehlen einer Papierauskleidung vereinfacht die Materialhandhabung in Schuhfabriken, wo kleine Komponentengrößen das Entfernen der Auskleidung bei manuellen Montagevorgängen mühsam und fehleranfällig machen.
Das Schmelzklebenetz ohne Papier wird durch die Kombination von Wärme und Druck aktiviert – das gleiche Klebeprinzip wie herkömmliche Schmelzklebefolien, jedoch mit Prozessparametern, die von den bisherigen Erfahrungen des Käufers mit Produkten auf Papierbasis abweichen können. Die Verwendung falscher Temperatur-, Druck-, Verweilzeit- oder Kühlbedingungen führt zu vorzeitigem Versagen der Verbindungen. Wenn Sie verstehen, warum die einzelnen Parameter wichtig sind, können Sie den Prozess effektiv einrichten und Fehler beheben.
Industrielle Flachbett-Heißpressen sind die Standardausrüstung für Batch-Klebevorgänge in der Bekleidungsproduktion und erzeugen Verbindungen über Flächen von 30 x 40 cm bis 60 x 80 cm pro Presszyklus. Die Pressplatten müssen die Aktivierungstemperatur des Klebstoffs gleichmäßig über die gesamte Plattenfläche erreichen – Temperaturschwankungen von mehr als ±5 °C über die gesamte Platte führen zu einer inkonsistenten Klebequalität, wobei Bereiche mit unvollständiger Aktivierung an überklebte Zonen angrenzen. Kontinuierliche Kalander-Laminieranlagen führen das Stoffsandwich mit kontrollierter Geschwindigkeit zwischen beheizten Walzen durch und erzielen so sehr hohe Produktionsraten für die Stofflaminierung von Rolle zu Rolle. Der Kalandrierungsprozess erfordert eine präzise Steuerung der Walzentemperatur, des Walzenspaltdrucks und der Liniengeschwindigkeit, um eine gleichbleibende Bindungsqualität über die gesamte Bahnbreite und während des gesamten Produktionslaufs aufrechtzuerhalten.
Da das Klebenetz keinen Papierträger hat, muss die Rolle vorsichtig gehandhabt werden, um zu verhindern, dass sich die offenmaschige Struktur verformt oder die Rollenschichten unter anhaltendem Druck bei der Lagerung zusammenkleben. Lagern Sie Rollen aufrecht auf ihrem Ende oder hängend an einer Welle durch den Kern. Legen Sie die Rollen niemals flach hin und stapeln Sie Gewichte darauf, da dies die Netzstruktur zusammendrückt und dazu führen kann, dass benachbarte Schichten bei Raumtemperatur in warmen Lagerumgebungen miteinander verbunden werden. Halten Sie die Lagertemperatur unter 30 °C und vermeiden Sie eine Luftfeuchtigkeit über 70 % relative Luftfeuchtigkeit, um eine Feuchtigkeitsaufnahme zu verhindern, die das Aktivierungsverhalten von PA- und PES-Klebstoffen beeinträchtigen kann. Rollen, die unter kühlen Bedingungen gelagert wurden, sollten vor der Verwendung auf die Produktionsraumtemperatur gebracht werden, um Kondensation auf der Klebeoberfläche zu verhindern, die die Klebequalität beeinträchtigt.
Durch die Überprüfung der Verbindungsqualität vor der Produktion und deren Überwachung während des gesamten Produktionslaufs wird das kostspielige Szenario verhindert, dass Verbindungsfehler entdeckt werden, nachdem Tausende Meter fertiges Produkt hergestellt und möglicherweise an Kunden versendet wurden. Standardtestmethoden für Netzbindungen mit Schmelzklebstoff in Textilanwendungen sind durch ISO- und AATCC-Standards genau definiert, und die meisten Textilklebebetriebe sollten im Rahmen ihres Produktionsqualitätsprogramms mindestens einen Schälfestigkeitstest und einen Waschbeständigkeitstest durchführen.


Alle Rechte vorbehalten:Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号