Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Anbieter von Schmelzklebelösungen
+86-573-85032008


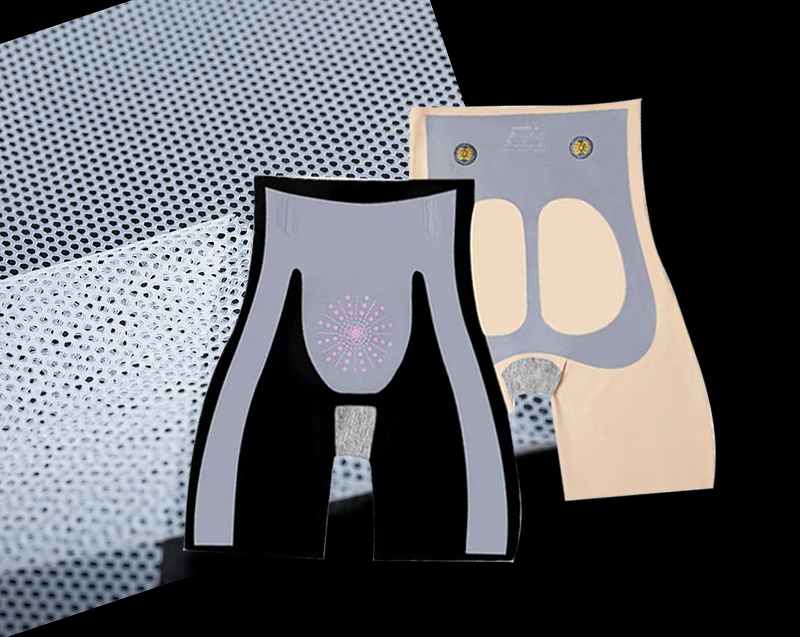
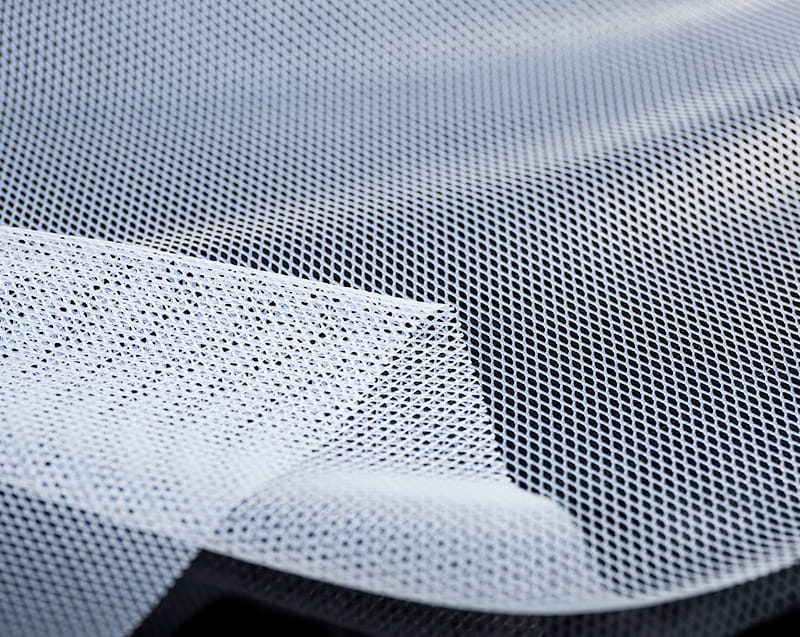
Schmelzklebstoffnetz mit Papier – auch papiergestütztes thermoplastisches Klebenetz, Trennpapier-Klenetz oder Schmelzklebenetz auf Silikonträger genannt – ist eine offen gewebte thermoplastische Klebestruktur, die auf einen silikonbeschichteten Trennpapierträger laminiert ist. Das Klebenetz selbst wird durch Extrudieren eines thermoplastischen Harzes in einem offenen Gitter- oder Spinnvliesnetzmuster hergestellt, das dann abgelegt und im noch warmen Zustand leicht mit dem Trennpapier verbunden wird. Der Papierträger hält das Netz während der Lagerung, des Transports, des Schneidens, Stanzens und der manuellen Positionierung in einer flachen, formstabilen Blattform.
Das Trennpapier erfüllt einen Zweck, der weit über die einfache Verpackung hinausgeht. Ohne sie ist ein freistehendes Klebenetz – insbesondere bei geringen Flächengewichten unter 20 g/m² – zerbrechlich, reißanfällig, schwierig zu handhaben, ohne sich zu verziehen, und es ist nahezu unmöglich, es von Hand oder mit automatischen Messerschneidesystemen präzise in präzise Formen zu schneiden. Die Silikonbeschichtung auf dem Papier sorgt für eine Oberflächenenergie, die so niedrig ist, dass sich das thermoplastische Klebenetz während der Herstellung und Lagerung vorübergehend bindet, sich aber sauber löst, wenn das Papier unmittelbar vor der Verklebung abgezogen wird. Der Klebstoff wird während des Klebevorgangs vollständig auf das Zielsubstrat übertragen, sodass die Papierabdeckung sauber und klebstofffrei bleibt.
Das Produkt wird manchmal als schmelzbares Vlies auf Papierbasis, Klebenetz mit Trennfolie oder aufbügelbares Klebenetz mit Papier bezeichnet – insbesondere in den Verbrauchermärkten für Kunsthandwerk und Heimnähen, wo der Papierträger die doppelte Funktion hat, den Klebstoff während der Lagerung zu schützen und als Zeichenfläche zum Nachzeichnen von Applikationsformen vor dem Schneiden zu dienen. Bei industriellen Textil- und technischen Laminierungsanwendungen ermöglicht der Papierträger das präzise Stanzen komplexer Formen – Kragenteile, Taschenumrisse, Bundstreifen, Patch-Vorlagen – mit der Genauigkeit und Wiederholbarkeit, die die Qualitätsstandards der Produktion erfordern.
Die praktischen Unterschiede zwischen verstehen Schmelzklebenetz mit Papier und sein papierloses Gegenstück ist für die richtige Spezifikationsauswahl unerlässlich. Beide Formate verwenden die gleiche thermoplastische Klebstoffchemie und erzeugen bei korrekter Aktivierung eine gleichwertige Klebequalität. Der Unterschied liegt ausschließlich in den Handhabungseigenschaften, dem Verarbeitungsablauf, der Schneidfähigkeit und den Produktionsumgebungen, für die jedes Format am besten geeignet ist.
Der Papierträger ermöglicht es, das Klebenetz durch Rotationsstanzen, Flachbettplotterschneiden, Laserschneiden oder eine einfache Schere in präzise Formen zu schneiden, ohne dass sich das Netz verzieht, reißt oder seine Maßhaltigkeit verliert. Ein papierloses Klebenetz von 10–15 g/m² ist zu zerbrechlich und dehnbar, um gleiche Schneidvorgänge ohne Träger zu überstehen. Dies macht das Format auf Papierbasis unverzichtbar für jede Anwendung, die präzise geformte Klebestücke erfordert – Krageneinlage, Patch-Applikation, Logo-Klebung, Saumband in unregelmäßigen Breiten und alle Anwendungen, bei denen sich der Kleber genau an die Kontur eines Bauteils oder eines Kleidungsstücks anpassen muss, anstatt einen einheitlichen rechteckigen Bereich abzudecken.
Das Schmelzklebstoffnetz mit Papier ist in zwei Konfigurationen erhältlich: einseitig abziehbar und doppelseitig abziehbar. Bei der einseitig lösbaren Version ist nur eine Seite des Klebenetzes mit Trennpapier versehen, und die gegenüberliegende Seite liegt frei und ist in einigen Formulierungen bei Raumtemperatur klebrig, oder sie ist einfach nicht abgedeckt und kann bei Kontakt mit Hitze frei haften. Die einseitige Version ist die gebräuchlichste und wird für die direkte Anwendung verwendet: Ziehen Sie das Papier ab, legen Sie den Netzkleber mit der Vorderseite nach unten auf das erste Substrat, drücken Sie ihn an und kleben Sie ihn fest. Bei der Version mit doppelseitiger Ablösung bedeckt ein zweites Abziehpapier oder eine Zwischenlage die freiliegende Klebefläche und schützt sie so während des Transports und der Lagerung. Außerdem kann das Produkt auf einem Substrat vorpositioniert werden, während das zweite Papier noch angebracht ist. Anschließend wird das zweite Papier entfernt, bevor das zweite Substrat aufgetragen und verklebt wird. Doppelseitige Trennprodukte werden für Präzisionsabläufe bei der Vormontage von bevorzugt, bei denen der Klebstoff an einem Teil befestigt werden muss, bevor er mit einem zweiten Bauteil verbunden wird.
Klebenetze mit Papierrücken in Rollenform eignen sich gut für die halbautomatische Serienproduktion, bei der Bediener eine Produktlänge abwickeln, mithilfe von Schablonen oder Schneidgeräten auf Größe oder Form zuschneiden und sie manuell oder mit einer Heißpresse auf einzelne Kleidungsstückkomponenten auftragen. Es handelt sich um das Standardformat für die Bekleidungsherstellung und Musterentwicklung kleiner bis mittlerer Stückzahlen. Im Gegensatz dazu ist das papierlose Klebenetz für die Rolle-zu-Rolle-Laminierung in vollautomatischen Kalander- oder Laminierungslinien optimiert, bei denen das Papierträgermaterial ein spezielles Aufwickelsystem erfordern würde und eine Abfallentsorgung des Trägermaterials verursachen würde. Für Betriebe, die sowohl Batch- als auch Verklebungen kontinuierlich betreiben, ist die Bevorzugung von Produkten auf Papierbasis für Formschnitte und Präzisionsarbeiten neben papierlosen Produkten für die Rollenlaminierung ein gängiger und praktischer Ansatz.
Das im Klebenetz verwendete thermoplastische Harz bestimmt dessen Aktivierungstemperatur, Haltbarkeit der Verbindung, Flexibilität nach der Verklebung, Wasch- und Trockenreinigungsbeständigkeit sowie Kompatibilität mit den zu verbindenden Substraten. Klebenetze mit Papierrücken sind in allen wichtigen Schmelzharzfamilien erhältlich, und die Auswahl der Chemie sollte sich an den Leistungsanforderungen der Endanwendung der verklebten Baugruppe orientieren und sich nicht nur am Preis orientieren.
| Chemie | Aktivierungstemp | Bindungsflexibilität | Waschbeständigkeit | Trockenreinigungssicher | Am besten für |
|---|---|---|---|---|---|
| Polyamid (PA) | 120–160°C | Mäßig | 60 Zyklen | Ja | Strukturierte Kleidungsstücke, Einlagen, Arbeitskleidung |
| Polyurethan (TPU) | 100–140°C | Hoch / Elastisch | 40–60 Zyklen | Überprüfen Sie die Neinte | Stretchstoffe, Sportbekleidung, Schuhoberteile |
| Polyester (PES) | 130–170°C | Niedrig–Mittel | 30–50 Zyklen | Ja | Technische Textilien, Automobilverkleidung, Filtermedien |
| EVA | 80–120°C | Hoch | 15–25 Zyklen | Nein | Bastelapplikationen, Schaumklebung, kostengünstige Einwegartikel |
Polyamid ist nach wie vor die am häufigsten verwendete Chemie für Klebenetze auf Papierbasis im professionellen Bekleidungsbau und bei Einlageanwendungen. Seine hohe Waschzyklusbeständigkeit, Kompatibilität mit Lösungsmitteln für die chemische Reinigung und sichere Bindung an Polyester-, Nylon-, Baumwoll- und Wollfasern machen es zur Standardspezifikation für strukturierte Bekleidungsanwendungen, bei denen die Klebeverbindung die gesamte Lebensdauer des Kleidungsstücks ohne Delaminierung oder Steifigkeitsänderung überstehen muss. PA-Netze auf Papier sind in einer breiten Palette von Flächengewichten erhältlich, von 8 g/m² für die Verklebung von transparenten Stoffen bis hin zu 50 g/m² für schwere Strukturanwendungen, was sie zur vielseitigsten Produktfamilie für die allgemeine Verklebung von Bekleidung und Textilien macht.
Die Akzeptanz von TPU-Netzen auf dem Papier hat deutlich zugenommen, da Stretch- und Performance-Stoffe auf den Märkten für aktive Lifestyle- und Sportbekleidung dominant geworden sind. Die wichtigste Eigenschaft, die TPU für diese Anwendungen unverzichtbar macht, besteht darin, dass die Bindung nach der Aktivierung elastisch bleibt – sie dehnt sich mit dem Stoff aus, anstatt eine starre Bindungszone zu bilden. Beim Schneiden von geformten TPU-Netzstücken für die Nahtverbindung auf Stretchplatten ist der Papierträger von entscheidender Bedeutung, da sich das Netz selbst ohne ihn unter der Schnittspannung verformen würde und ungenaue Formen entstehen würden, wenn sich das geschnittene Stück auf seine unbelasteten Abmessungen entspannt.

Das Flächengewicht – ausgedrückt in Gramm pro Quadratmeter (gsm) – ist die primäre Spezifikationsvariable, die bestimmt, wie viel Klebstoff in der Klebefuge aufgetragen wird, was dadurch die Klebefestigkeit, Atmungsaktivität, zusätzliche Steifigkeit und die Kosten pro Quadratmeter der verarbeiteten Baugruppe steuert. Klebenetze mit Papierträger sind in einem breiten Gewichtsbereich erhältlich und die Auswahl des richtigen Gewichts für die spezifischen Substrate und Endverwendungsanforderungen ist eine der wichtigsten Entscheidungen bei der Produktspezifikation.
Für leichte gewebte und gestrickte Stoffe in Bekleidungsanwendungen – Stoffe im Bereich von 80–200 g/m² – bieten selbstklebende Nettogewichte von 8–20 g/m² eine ausreichende Haftfestigkeit, ohne dass sich Griff, Faltenwurf oder Atmungsaktivität des Verbunds spürbar verändern. Eine Erhöhung des Nettogewichts auf über 20 g/m² bei leichten Stoffen führt zu einer verklebten Baugruppe, die sich steifer anfühlt, unter Druck zu einem Durchschlagen des Klebstoffs auf die sichtbare Oberfläche führen kann und zu Kosten für die Verschwendung von Klebstoffmaterial führt. Für schwerere technische Stoffe, Vliesstoffe und Verbundstoffe im Bereich von 200–600 g/m² sind in der Regel Klebstoff-Nettogewichte von 25–60 g/m² erforderlich, um die höheren Schälfestigkeitswerte zu erreichen, die diese Anwendungen erfordern.
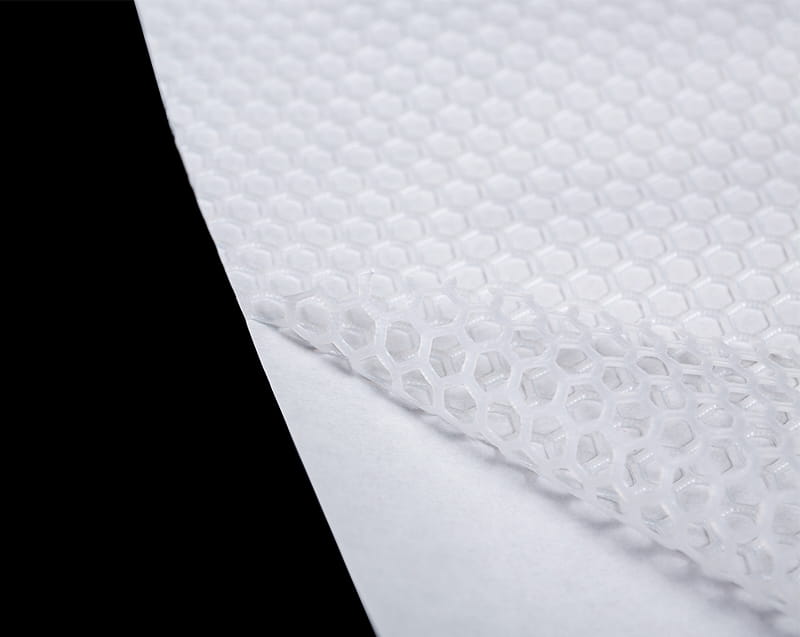
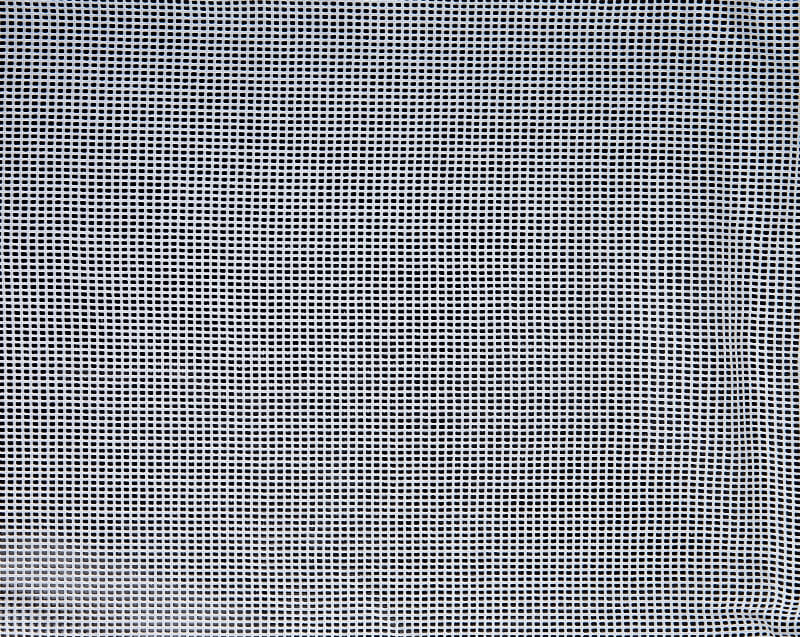
Das Verhältnis der offenen Fläche des Netzes – der Anteil der gesamten Oberfläche, der zwischen den Klebefäden offen ist – bestimmt, wie viel von der Atmungsaktivität und Luftdurchlässigkeit des Substrats in der verklebten Baugruppe erhalten bleibt. Bei einem Netz mit einer offenen Fläche von 70 % sind 70 % der Schnittstelle nicht mit Klebstoff bedeckt, sodass durch die Netzöffnungen ein direkter Faser-zu-Faser-Kontakt zwischen den beiden verbundenen Schichten möglich ist. Diese Faserverzahnung in den offenen Bereichen trägt zusätzlich zur Klebeverbindung an den Filamentkontaktpunkten zur mechanischen Bindungsstärke bei und bewahrt die Luft- und Feuchtigkeitsdampfübertragungswege durch die Gewebestruktur. Standard-Klebenetze mit Papierrücken bieten offene Flächenverhältnisse von 40–75 %, wobei leichtere Netze im Allgemeinen größere offene Flächen und schwerere Netze einen dichteren Filamentabstand und entsprechend niedrigere offene Flächenverhältnisse aufweisen.
Klebenetzrollen mit Papierrückseite sind in Breiten von schmalen 15-mm-Klebebandrollen für die Saum- und Nahtbindung über Standardstoffbreiten von 90 cm, 112 cm und 150 cm für die vollständige Stofflaminierung bis hin zu Spezialbreiten für industrielle Anwendungen erhältlich. Die Rollenlängen reichen von kurzen Rollen für den Handwerksmarkt mit einer Länge von 5–50 Metern über Rollen für die Bekleidungsindustrie mit einer Länge von 100–500 Metern bis hin zu industriellen Jumbo-Rollen mit einer Länge von 1.000–3.000 Metern für Großserienproduktionen. Schmale Klebebandbreiten im Bereich von 15–50 mm sind besonders praktisch für die Saumbindung, Kragenrollenbindung und Manschettenveredelung in der Bekleidungsproduktion, wo der Papierträger die Handhabung und Positionierung des schmalen Bandes ermöglicht, ohne dass sich das Netz während der Anwendung ausdehnt oder von der Nahtlinie abweicht.
Um eine stabile, dauerhafte Verbindung mit einem papiergestützten Klebenetz zu erreichen, muss eine definierte Abfolge von Schritten befolgt werden, die der einzigartigen zweistufigen Natur des papiergestützten Formats Rechnung tragen: Das Papier muss an der richtigen Stelle im Prozess sauber entfernt werden, ohne die Position des Klebenetzes zu beeinträchtigen, und die Klebeparameter müssen auf die spezifische Kombination aus Klebstoffchemie und Substrat abgestimmt sein. Abkürzungen oder Prozessabweichungen in jedem Schritt führen zu vorhersehbaren Fehlerarten, die mit der richtigen Technik leicht vermieden werden können.
Die Kombination aus Dimensionsstabilität für präzises Schneiden, einfacher manueller Handhabung und sauberer Entfernung der Trennfolie macht das Papierformat zur ersten Wahl für eine bestimmte Reihe von Anwendungen in der Bekleidungsherstellung, technischen Textilien, Heimtextilien und Kunsthandwerk. Jeder dieser Anwendungsbereiche nutzt spezifische Eigenschaften des Formats auf eine Weise aus, die mit der papierlosen Alternative unpraktisch oder unmöglich wäre.
Krageneinlage, Manschetteneinlage, Reversverstärkung und vordere Knopfleistenverstärkung bei gewebten Kleidungsstücken verwenden ein PA-Klebenetz auf Papierbasis – typischerweise 15–30 g/m² –, um die Vlieseinlage mit dem Oberstoff zu verbinden. Das Einlagestück wird auf eine präzise Form zugeschnitten, die zum Stoffteil des Kleidungsstücks passt, und der Papierträger ermöglicht dieses präzise Zuschneiden und die anschließende genaue Positionierung auf dem Stoffstück vor dem Verkleben. Jeder Positionsfehler bei der Einlagenverklebung ist im fertigen Kleidungsstück als falsch ausgerichtete Versteifungszone oder als Falten an der Einlagekante sichtbar – die präzise Positionierung, die durch die Papierunterlage ermöglicht wird, wirkt sich direkt auf die visuelle Qualität des fertigen Produkts aus.
Netzklebeband mit Papierträger in schmalen Breiten von 15–25 mm wird häufig zum Verkleben von Säumen bei Hosen, Röcken, Vorhängen und Vorhängen verwendet. Dadurch wird das Nähen von Hand überflüssig und es entsteht ein sauberes, unsichtbares Finish mit ausreichender Waschbeständigkeit. Das Format des Klebebands mit Papierträger ist praktisch für die Saumverklebung, da der Bediener ein Stück Klebeband abrollen, es auf die Länge des Saumumfangs zuschneiden und es in einem einzigen Streifen mit vorhersehbarer Breite und gleichmäßiger Klebstoffabdeckung anbringen kann. Ein papierloses Netzband ähnlicher Breite würde eine äußerst sorgfältige Handhabung erfordern, um Dehnungen und Verformungen während der Anwendung entlang einer langen, geschwungenen Saumlinie zu verhindern, insbesondere bei Anwendungen aus leichten Stoffen.
Das Anbringen von gewebten Etiketten, gestickten Aufnähern, Logo-Applikationen und dekorativen Stoffformen an Kleidungsstücken oder Accessoires ist eine der häufigsten Anwendungen von Klebenetzen auf Papierbasis im Handwerks- und Bekleidungsdekorationsmarkt. Der Papierträger ermöglicht es, den Kleber genau auf die Umrisse des Flickens oder der Applikationsform zuzuschneiden – oder etwas kleiner zu schneiden, um ein Durchscheinen des Klebers an den Kanten zu vermeiden – und ihn vor dem Verkleben präzise zu positionieren. Bei der Dekoration von Kleidungsstücken führt die Verwendung eines Klebenetzes auf Papierbasis anstelle von Flüssigkleber oder Schmelzklebeband zu einer stärkeren, gleichmäßigeren und ästhetisch saubereren Verbindung, ohne dass an den Applikationskanten Klebstoff ausläuft, der den umgebenden Stoff beschädigen würde.
Beim Laminieren von Filtermedien, bei der Verklebung von Fahrzeugverkleidungsteilen und bei der Montage medizinischer Vliesstoffe werden PES- und PA-Klebenetze mit Papierrücken verwendet, wobei der Papierträger das Stanzen komplexer dichtungsähnlicher Formen Bauteil ermöglicht, die präzise mit strukturierten verbunden werden müssen. Bei der Herstellung von Filtermedien wird beispielsweise ein papiergestütztes Klebenetz in ringförmigen Ringformen gestanzt, die das plissierte Filterelement mit der Endkappe verbinden. Dabei sorgt das Papier für die für präzises Stanzen erforderliche Dimensionsstabilität und die offene Struktur des Netzes ermöglicht den Luftstrom durch die Klebeverbindung, ohne die Filterleistung zu beeinträchtigen.
Selbst bei korrekter Produktspezifikation treten Klebefehler und Prozessprobleme auf, wenn Prozessparameter abweichen oder wenn das Klebenetz auf Substratkombinationen außerhalb seines Designbereichs verwendet wird. Das Erkennen der Symptome und die Rückverfolgung auf die richtige Grundursache ist schneller und zuverlässiger als die Parameteranpassung durch Versuch und Irrtum, und für die meisten häufigen Probleme lassen sich einfache Lösungen finden, sobald der Mechanismus verstanden wird.
Schmelzklebstoffnetze auf Papierbasis haben eine definierte Haltbarkeitsdauer, die von der Klebstoffchemie, den Lagerbedingungen und der Papierqualität abhängt. Wenn Sie wissen, wie Sie das Produkt richtig lagern und überprüfen, ob die Rollen im Lagerbestand den Spezifikationen entsprechen, vermeiden Sie Verschwendung und Produktionsunterbrechungen, die durch die Verwendung von minderwertigem Material entstehen, das zu inkonsistenten oder fehlerhaften Verbindungen führt.
Lagern Sie Klebenetzrollen mit Papierrückseite in der versiegelten Originalverpackung bei Temperaturen zwischen 10 °C und 25 °C, geschützt vor direkter Sonneneinstrahlung, Wärmequellen und hoher Luftfeuchtigkeit. Die Silikon-Trennbeschichtung auf dem Papierträger kann sich unter UV-Einwirkung zersetzen, wodurch sich die Trennleistung verringert und der Klebstoff sich dauerhaft mit dem Papier verbindet, anstatt sauber auf das Substrat zu übertragen. Polyamidklebstoffe sind hygroskopisch – sie nehmen mit der Zeit Luftfeuchtigkeit auf, was die effektive Aktivierungstemperatur erhöhen und den Klebstofffluss während der Verklebung verringern kann. Rollen, die unter feuchten Bedingungen (über 65 % relative Luftfeuchtigkeit) ohne versiegelte Verpackung gelagert werden, nehmen Feuchtigkeit auf und erfordern möglicherweise höhere Klebetemperaturen als im Datenblatt angegeben, um eine vollständige Aktivierung zu erreichen.
Lagern Sie Rollen horizontal auf Regalen oder aufrecht in einem kontrollierten Regalsystem. Stellen Sie schmale Rollen niemals auf die Kanten in einem instabilen Stapel, wo sie umkippen und zerdrückt werden könnten. Zerdrückte Rollen entwickeln flache Stellen, die zu ungleichmäßiger Spannung und Zufuhrproblemen führen, wenn die Rolle auf einer Heißpresse oder einer Laminiermaschine abgewickelt wird. Die meisten Hersteller geben bei Lagerung unter empfohlenen Bedingungen eine Haltbarkeit von 12 bis 24 Monaten ab Produktionsdatum an, wobei PA- und PES-Klebstoffe am längeren Ende und EVA-Klebstoffe am kürzeren Ende dieses Bereichs liegen.
Bevor Sie eine neue Rolle oder eine neue Produktionsgebühr für die vollständige Produktionsverklebung verwenden, führen Sie eine einfache Eingangsqualitätsprüfung anhand von Mustermustern durch. Schneiden Sie ein 10 x 15 cm großes Stück des Klebenetzes mit Papier aus, kleben Sie es mit den festgelegten Pressparametern auf ein Standard-Referenzgewebe, lassen Sie es abkühlen und führen Sie einen manuellen T-Peel-Test gegen eine bekanntermaßen gute Bindung aus einer früheren Charge durch. Die Schälkraft und der Fehlermodus – ob der Stoff reißt, bevor die Bindung nachgibt (Stoffversagen, weist auf eine starke Bindung hin) oder ob sich die saubere Bindung ablöst (Klebstoffversagen, was auf eine schwache Bindung hinweist) – liefert sofortiges qualitatives Feedback darüber, ob die neue Ladung den Spezifikationen entspricht. Wenn die Schälleistung merklich von der Referenz abweicht, prüfen Sie die Lagerbedingungen, überprüfen Sie das Herstellungsdatum der Rolle und kontaktieren Sie den Lieferanten, bevor Sie mit der Produktion fortfahren.
Bei Anwendungen mit formellen Qualitätsmanagementsystemen – ISO 9001-zertifizierte Einrichtungen, Zulieferer für medizinische Geräte oder Tier-1-Automobilzulieferer – sollte bei definierten Qualitätskontrolltests auch das Flächengewicht des Netzes mithilfe einer kalibrierten Waage und einer bekannten Probenfläche überprüft und die Trennkraft des Papiers mithilfe eines Schältestgeräts bei einem definierten Schälwinkel und einer Schälgeschwindigkeit bestätigt werden. Diese beiden Messungen dauern weniger als fünf Minuten pro Probe und bestätigen, dass das Material den Spezifikationen des Lieferanten entspricht, bevor es in den Produktionsablauf gelangt.


Alle Rechte vorbehalten:Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号